
Preform design
Demark specialized in the field of PET packaging more than 20 years, offering PET preform and bottle producing factory solution to customers all over the world. This means Demark have rich experience in plastic preform and bottle design.
It is generally known that the quality of the preform is directly related to the finished plastic bottles. Preform production is a more standardized process, according to caliber, weight, material, etc. to distinguish. There are many kinds of preforms, transparent and opaque, with different colors. The most important parameters when designing a preform, in order to achieve the required container specifications with the lowest weight, fastest cycle time and ease of filling, are:
Preform overall shape
Total Weight
Total length
Wall thickness
Bottom wall thickness
Neck finish size and diameter
Neck/Thread thickness
Injectability
Length/wall thickness ratio (L/t)
Stretch ratio
Axial stretch
Radial stretch
Total stretching ratio
Height Under Support Ledge
Under-ring diameter/thickness/transition area profile
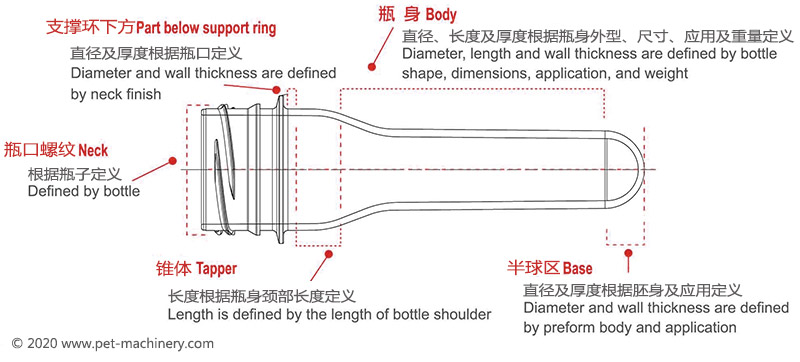
Engineers must consider all of the above factors when designing preforms, also can affect the manufacturing of preform molds. The best bottle quality and productivity can only be achieved when the right preform is used. A matching neck finish and part weight are necessary but not sufficient – the preform dimensions must be correct for the bottle dimensions and resin stretch ratios. Consideration of the ease of blow molding and preform injection molding can also have a great impact on productivity.
The preform design process begins with the neck finish, which determines the diameters just under the neck. A plastic bottle typically has a short straight region in this location, which is also transferred to the preform. The height of the bottle and the Axial Stretch Ratio determine the length of the preform.
The diameter of the bottle and the Hoop Stretch Ratio determine the inside diameter of the preform (or core diameter). The wall thickness is adjusted to achieve the required part weight. Alternatively, the wall thickness may be decided earlier in the process, since this dimension has the greatest impact on preform molding productivity.
Otherwise, we also pay attention to the design of the transition region between the neck straight and the body of the preform is the most subject to variation. Factors may include the shape of the bottle shoulder, the preform mold stack design, and the ability to position lamps to reheat the region in oven of the two-stage blow molding machine.
You may also like:
- Technical benefits from using hot runner for preform mould manufaturing
Simplification of the design of certain types of plastic mould. Use of cold runner molds with an extra parting line have major restrictions. Hot runner system is widely used in preform mou...
Notice: The views expressed are my own and do not necessarily represent the views of DEMARK.
Copyright © 2013 - 2024 www.pet-machinery.com all rights reserved. Designed by Tina | Sitemap